技術領先
把技術創新作為企業的生命線,不斷加大研發投入,保持每年數十種新產品的研發速度,打造企業核心競爭力。
裝備精良
把硬件建設作為企業發展的基礎工程,實施機器換人每年投入近千萬元用于生產裝備的升級,向數控化、柔性化、智能化方向發展,生產裝備居業內領先水平。
品質優良
把品質管理作為企業品牌建設的首要目標,不斷探索先進的質量管理模式,在業內率先建立起“全員、全方位、全過程”的“三全”質量管理模式,為客戶提供更安全、更有價值的產品選擇。
人才匯聚
把人才作為企業發展的核心要素,尊重人才,尊重創造,選人用人唯才是用,為各類人才制定職業發展規劃,致力于打造以人才為中心的事業化團隊。
創新驅動
把自主創新作為企業的源動力,加大系統創新力度,一條集信息、標準、設計、研發、試驗、檢測于一體的產學研相結合的創新驅動模式逐漸形成。
服務周到
把服務領先作為企業營銷戰略的重要組成部分,以創新精神服務全球客戶,依托信息技術,創新數據管理平臺,建立起現代化客戶服務檔案庫,完善售前、售中、售后服務支撐體系。

To Create The World's Leading Valve Business
專業的閥門制造企業
浙江伯特利科技股份有限公司是由伯特利集團控股的一家集研發、生產、銷售服務于一體的擬上市閥門專業生產企業。 公司位于永嘉“中國泵閥之鄉”;建立了國內領先的三維立體模擬制造試驗設計系統,擁有國際先進水平的各類生產加工檢測設備,先進的閥門性能檢測和試驗中心。
本公司作為浙江省首家閥門數字工廠的生產基地,投入8000多萬元技改資金,實施企業數字化轉型戰略,以驅動企業生產、服務和業務的增長,先后引入智能化車間系統 ……
Applications
應用領域









To Create The World's Leading Valve Business
積極開拓
國內外兩大市場
經過20多年的發展,今天公司產品銷往全球30多個國家和地區,成為中國工業閥門的領先供應商之一。

工程案例
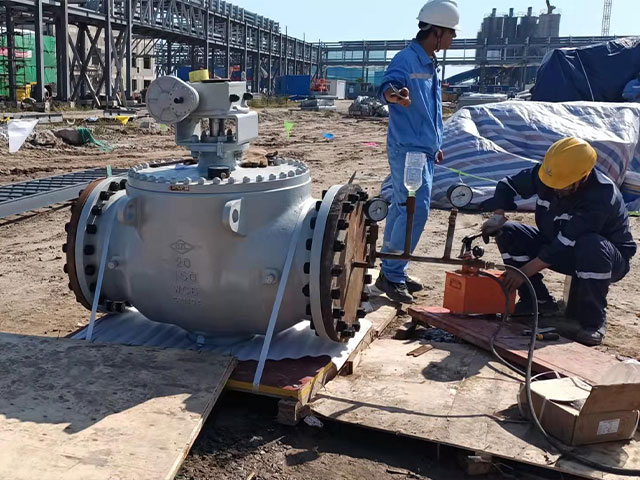
產品已批量應用于石油石化行業臨氫裝置上,其中自主研發的海洋移動平臺專用閥,對海洋移動平臺的作業和拖航安全起到了關鍵性的作用,并獲得了兩項國家發明專利,填補了國內外空白,產品已成功應用于中海油海洋平臺、伊拉克海洋平臺等。
技術人員
建立了國內領先的三維立體模擬制造試驗設計系統,擁有國際先進水平的各類生產加工檢測設備,完善了先進的閥門性能檢測和試驗中心。
Innovation, Quality And Continuous Improvement
最近的工程案例及解決方案
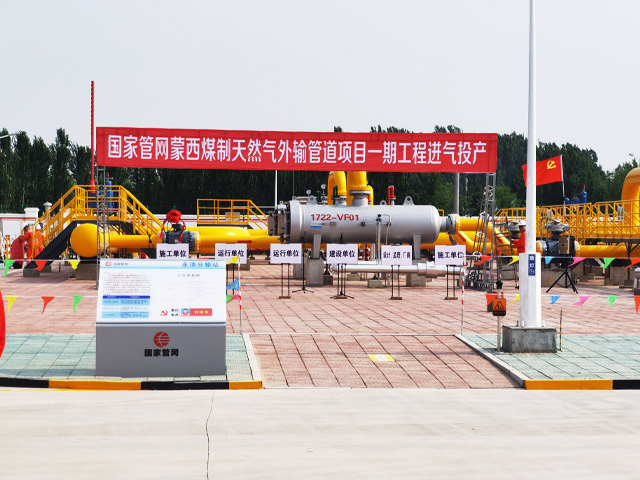
國家管網蒙西煤制天然氣外輸管道項目一期工程

FLNG船
天津LNG二期項目的常溫上裝式球閥

巴基斯坦國家石油公司

甫田電廠
廣州油品

沙特阿拉伯燃氣發電項目

上古天然氣

西安秦華天然氣二門站